The search for an economical and reliable method to produce high quality holes, capable of maintaining a shear band length that exceeds 70% of material thickness, has eluded manufacturers in processing stainless steels, high strength steels and especially thick materials. The current method of generating a hole can only produce a 30% shear band at best. In attempting to increase the shear band length beyond this level, the current methodology most often results in rapid tool wear, which also brings about edge chipping and galling.
The Dual-Tip Punch is a superior hole punching tool created by Sonny Sneed for the metal fabrication Industry. It is available for any size, configuration and type of hole being punched. While we show one configuration, other DTP's can be customized to suit 90% of the end use applications.

Field-tested and proven by the likes of Lockheed Martin and other Fortune 500 manufacturing companies, the Dual Tip Punch is an engineered instrument with a secondary groove behind the tip. Even if the first strike fails to meet specifications, the second cut cleans out the hole and production continues. Independent testing demonstrates the Dual-Tip punch provides substantial improvements in the life span of punch tools for cold working metal.
The DTP provides an order-of-magnitude improvement in performance versus a conventional single-tip punch.
While all metal fabrication will realize these benefits, the Dual-Tip punch is most advantageous in high-volume, high-precision applications such as:
Ready to take the next step? For patent or additional information, reach out using the form below.
The DTP has seen extended use in the fabricating plants of some of the biggest companies in the US:
The patented design takes advantages of two tips during the manufacturing process, allowing the second tip to relieve the pressure on the first tip and continue to punch clean strikes without producing unacceptable quality or significant burrs. The theory behind the dual-tip is a second cutting edge created by the patented annular groove. This second groove provides cleaner, consistent holes and results in a finished product that does not show roughness with respect to the punches due to wear down of the tool. And, there is no need to reengineer your manufacturing process or retool your machines. Simply insert the Dual-Tip Punch Tool configured for your manufacturing needs and begin punching.
To ensure the test conducted by Stork-Herron was thorough and complete, it ran over a 7-month period and demonstrated the performance of the Dual-Tip Punch Tool versus the standard single-tip punch tool at a high volume of continuous punching. The tools were set up to punch 4-millimeter cold rolled steel strips, comparable to the steel used to manufacture structural components for automobiles and light trucks, at a rate of 10 strikes per minute with no lubrication. This test was monitored by Stork-Herron Testing Laboratory technicians to determine the wear characteristics of punch tools and showed the inherent advantages of the Dual-Tip Punch Tool to the fabrication and fastener industries.
Typically, as punch tools make an increased number of strikes, they dull and begin to create rough edges or burrs. Comparing both the Dual-Tip Punch Tool and the standard single-tip tool at 10,000 strikes, the dual-tip continued to make a near-perfect punch while the single-tip tool showed significant rough edges and had long passed its useful life after completing only 2,500 strikes.
The advantage is clear, the Dual-Tip Punch Tool demonstrated superior quality after making over 70,000 more strikes than the single-tip punch tool before the test was terminated.
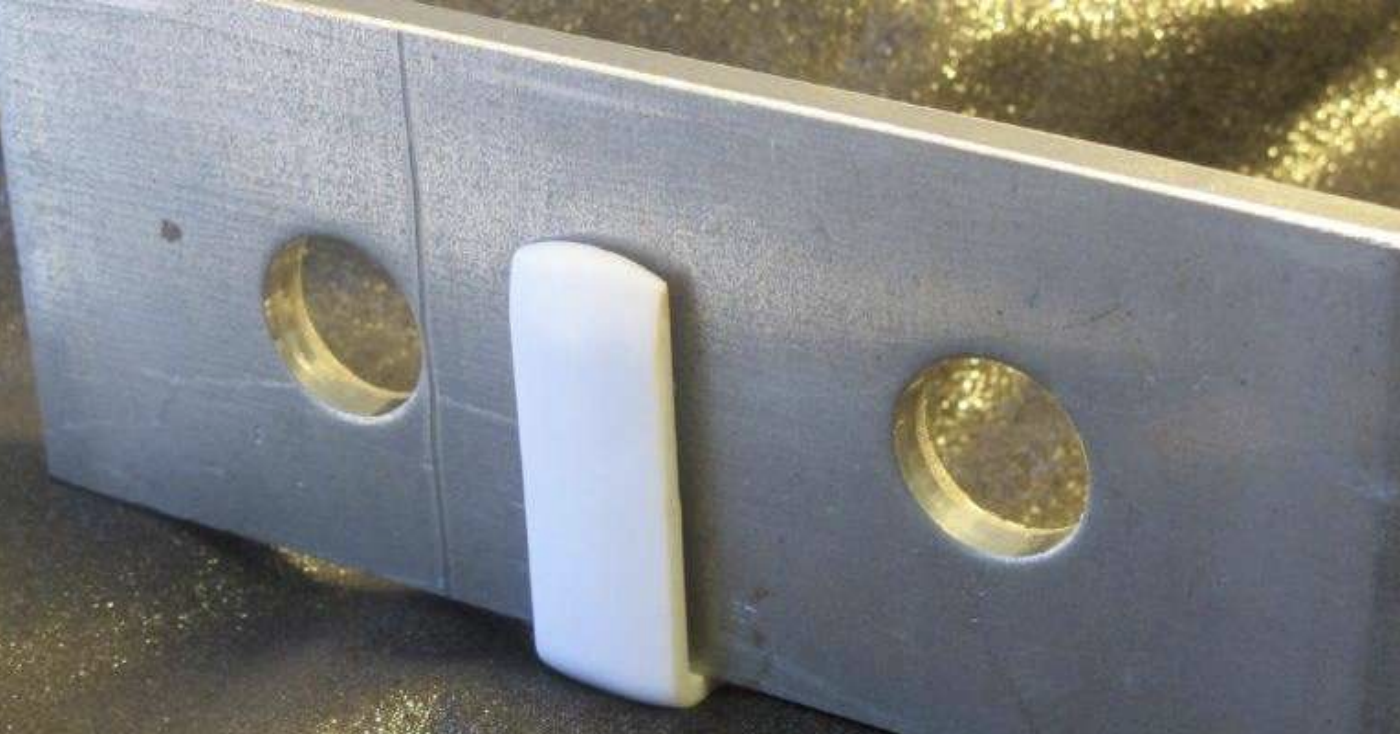
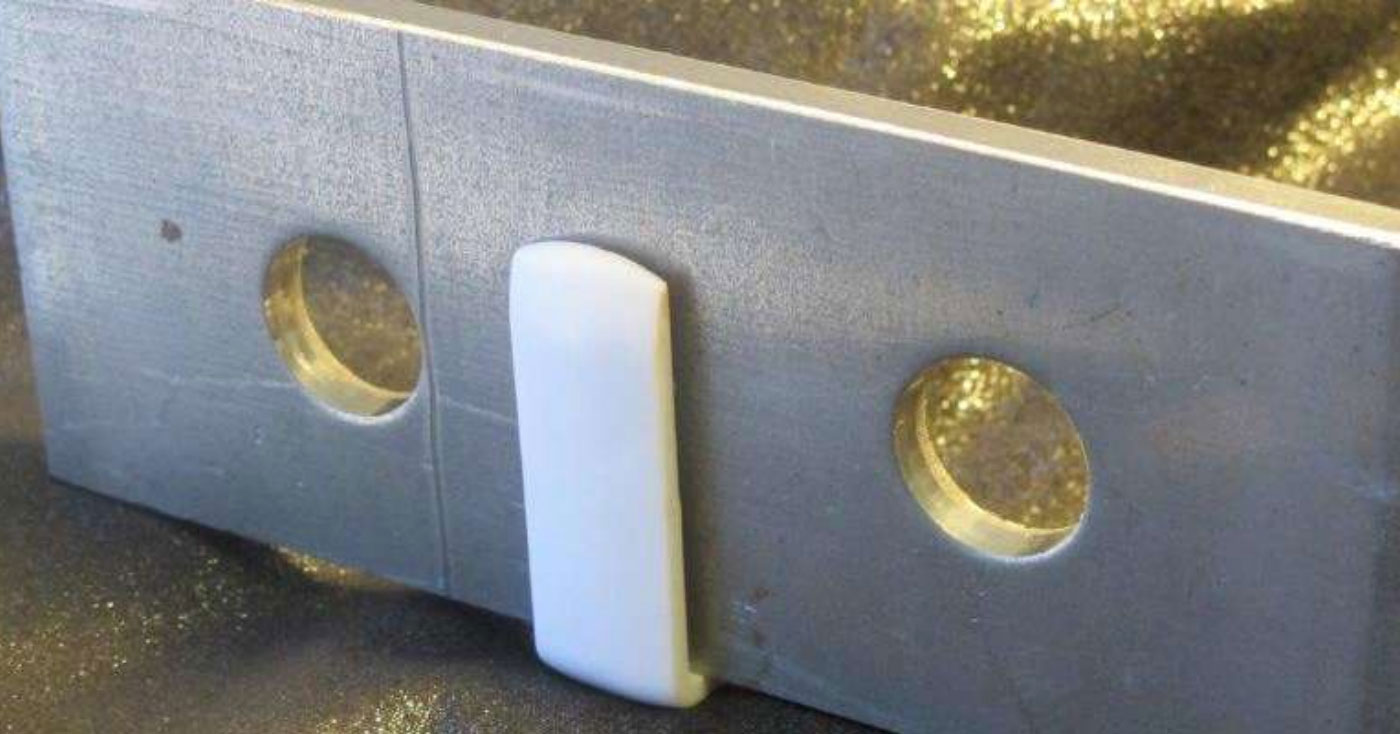
• Excellent hole dimensions
• 85+% shear
• Ability to re-insert the DTP into the hole
The Dual Tip Punch outperforms conventional punches but costs less as well.
| At 4.5 Shifts | Dual-Tip Punch | Conventional Punch |
|---|---|---|
| Tool Cost: | $170.00 | $675.00 |
| Production: | 72,000 units | 62,100 units |
| Tool Cost Per Part: | $0.0023 | $0.0108 |


If you would like to learn more about the Dual Tip Punch including seeing our testing data and hearing about our case studies, contact us via the form below.